Növelt és alapszilárdságú acélpárok MIG keményforrasztása
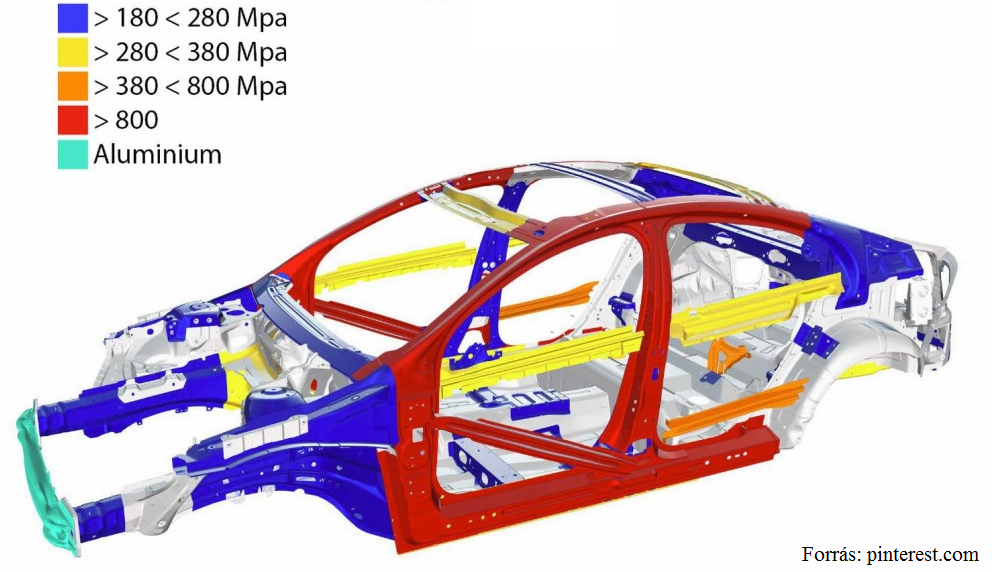
Napjainkban a járműipari szereplők arra fókuszálnak, hogy a gépjárművek karosszériájához felhasznált anyagok és technológiák kielégítsék a legújabb követelményeket. A gyártandó jármű önsúlya csökkenjen, miközben a rendeltetés szempontjából lényeges anyagtulajdonságok csak kis mértékben változzanak. Ennek a súlycsökkentési igénynek a kielégítésére több megoldás is létezik. Egyik, ha az azonos anyag csoportba tartozó, de nagyobb szilárdságú anyagokat kisebb vastagsággal alkalmazzák, továbbá, ha az acéllal szemben kisebb sűrűségű és összességében kisebb tömegű anyagokat és alkatrészeket építenek be. A tömegcsökkentés lehetőségeit a korszerű nagy szilárdságú acélokban kell keresni. A lenti ábra egy korszerű gépjármű karosszériáját mutatja a felhasznált acélok típusaival és beépítési helyeivel.
Látható, hogy az önsúlycsökkentés érdekében a gyártok különböző szilárdságú acélokat alkalmaznak, annak függvényében, hogy mi az adott szerkezeti elem funkciója. A növelt szilárdságú acélok előnye a gyártási költségek csökkenése terén jelentkezik, és a hibrid anyagpárosítások kedvező költségeiben is szerepet kap.
Azonban a szilárdság növelésével az anyagok alakíthatósága jellemzően csökken, ugyanakkor az alakíthatóság a karosszéria elemek gyártásának egyik kulcskérdése, tehát normál és emelt szilárdságú anyagok együttes alkalmazására van szükség. Önmagában azonban az újabb alapanyagok együttes alkalmazása nem válna lehetővé, ha a gyártástechnológia tovább fejlesztésével nem foglalkoznánk, éppen ezért a kötéstechnológiának követnie kell az alapanyagok újszerű, hibrid kombinációit.
A forrasztások olyan közvetett, anyaggal záró, feltételesen oldható kötések, amelyeket fémes vagy nemfémes, de ebben az esetben felületükön fémmel bevont alkatrészekhez alkalmazunk. A kötés fémes adalékanyag segítségével jön létre, felületi ötvöző, adhéziós és diffúziós folyamat következtében. Ennek köszönhetően az alapanyagok megolvadása nélkül lehet létrehozni a kötést. Éppen ebből adódik az előnye: a készre munkált alkatrészek lényeges alakváltozás nélkül köthetők össze, el lehet kerülni a nem kívánatos szövetátalakulások okozta belső feszültségeket és vetemedéseket, könnyen gépesíthető és automatizálható.
Kutatási célom, hogy MIG keményforrasztási eljárással kötés létesítsek DP600 és DC01 típusú acéllemezek között. Különböző technológia paraméterekkel kísérletezek, hogy a normál és emeltszilárdságú acél MIG forrasztása esetén milyen beállításokkal lehet jó minőségű kötést létrehozni. A forrasztás után kialakult kötéseken metalográfiai és keménységmérési vizsgálatot végzek, hogy képet kapjak a kialakult szövetszerkezetről és annak tulajdonságairól. A kötés mechanikai tulajdonságait szakító vizsgálat alapján értékelem. Ezen mérések alapján keresem az összefüggéseket a kötésben résztvevő anyagok szerkezete és mechanikai tulajdonságaik között.